


Blogs
The Future of Aluminium Sulphate Industry and Ambica Chemicals' Role
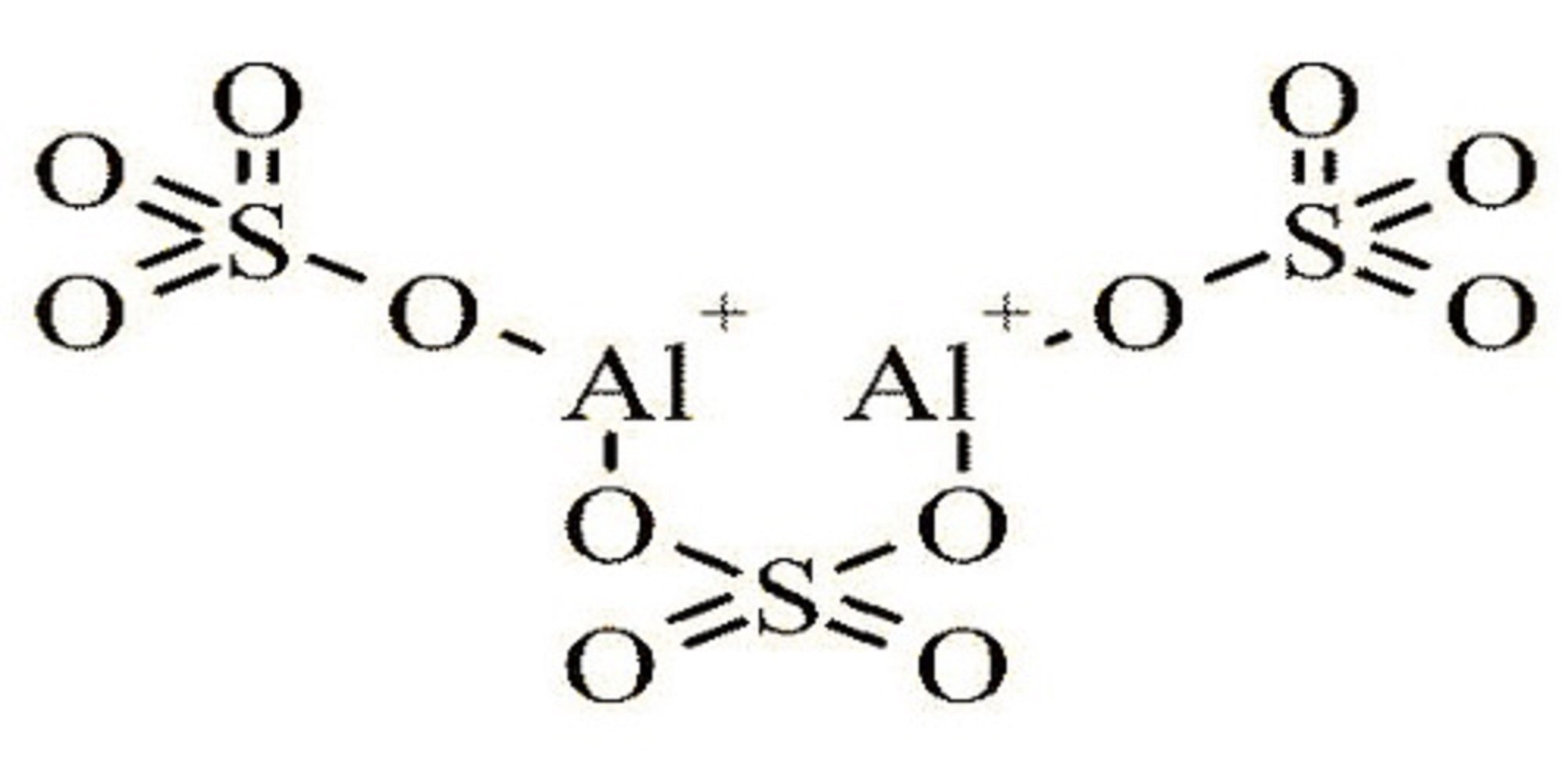
The global aluminium sulphate industry is witnessing a transformative phase driven by evolving market dynamics, technological advancements, and shifting regulatory landscapes. Amidst these changes, Ambica Chemicals emerges as a key player, poised to capitalise on emerging opportunities and shape the future trajectory of the industry. In this blog, we examine the market trends, obstacles, and expansion opportunities that characterise the aluminium sulphate business, as well as the critical role Ambica Chemicals plays in fostering innovation and sustainability in the sector.
About Ambica Group and Partner Companies
The Ambica Group is a prominent entity in the chemical industry, known for its comprehensive range of products catering to various industrial needs. The group operates through two specialized companies: Ambica Chemicals Industries and Ambica Metallic Chemicals.
Ambica Chemicals Industries focuses on providing high-quality liquid solutions, meeting the diverse demands of sectors such as pharmaceuticals, textiles, and water treatment. Their expertise ensures consistent and reliable liquid chemical supplies.
On the other hand, Ambica Metallic Chemicals addresses the solid chemical requirements of industries. They offer an extensive array of products in forms such as powders, flakes, granules, and lumps. These products are crucial for applications in metallurgy, manufacturing, and other industrial processes.
Together, these companies under the Ambica Group umbrella deliver a versatile and reliable supply chain for both liquid and solid chemical solutions, reinforcing their position as leaders in the chemical industry

Market Dynamics and Growth Drivers
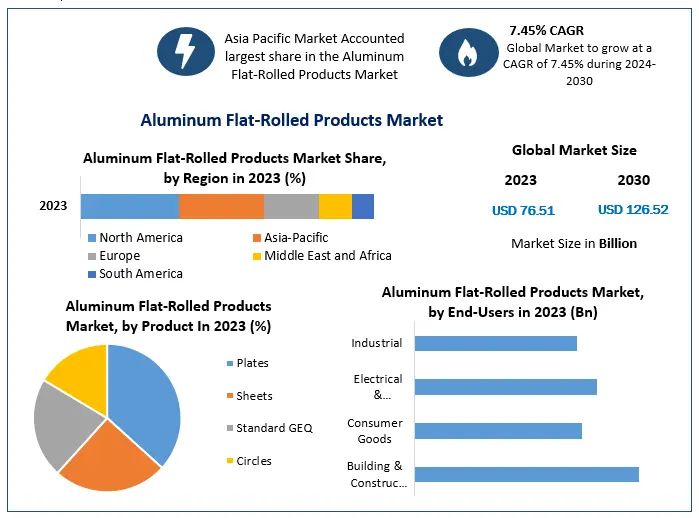
The demand for aluminium sulphate is propelled by its diverse applications across various sectors, including water treatment, paper and pulp, textiles, and agriculture. As the global population expands and urbanisation accelerates, the need for clean water and wastewater treatment solutions continues to rise, thereby fueling the demand for aluminium sulphate in the water treatment segment.
Moreover, the burgeoning paper and pulp industry, driven by e-commerce and packaging demands, presents a significant growth opportunity for aluminium sulphate manufacturers. The chemical’s role in paper sizing and retention aids in enhancing paper quality and improving production efficiency, driving its adoption in this sector.
Additionally, the agriculture sector represents a promising avenue for aluminium sulphate usage, particularly in soil pH regulation and crop protection applications. With an increasing focus on sustainable agriculture practices and environmental stewardship, the demand for aluminium sulphate-based fertilisers and soil amendments is expected to grow.
Technological Advancements and Innovations
The aluminium sulphate industry is witnessing a wave of technological innovations aimed at enhancing product efficiency, sustainability, and cost-effectiveness. Manufacturers are investing in research and development to explore novel synthesis methods, improve product purity, and optimise manufacturing processes.
Advanced coagulation and flocculation technologies are being developed to enhance the efficacy of aluminium sulphate in water treatment applications, enabling more efficient removal of contaminants and improved water quality outcomes. Furthermore, innovations in product formulation and dosage optimization are driving greater sustainability by reducing chemical usage and minimising environmental impact.
Ambica Chemicals is at the forefront of these technological advancements, leveraging its expertise in chemical engineering and process optimization to develop next-generation aluminium sulphate products. Customers looking for innovative solutions to their water treatment problems may trust the firm because of its dedication to innovation and continual improvement.
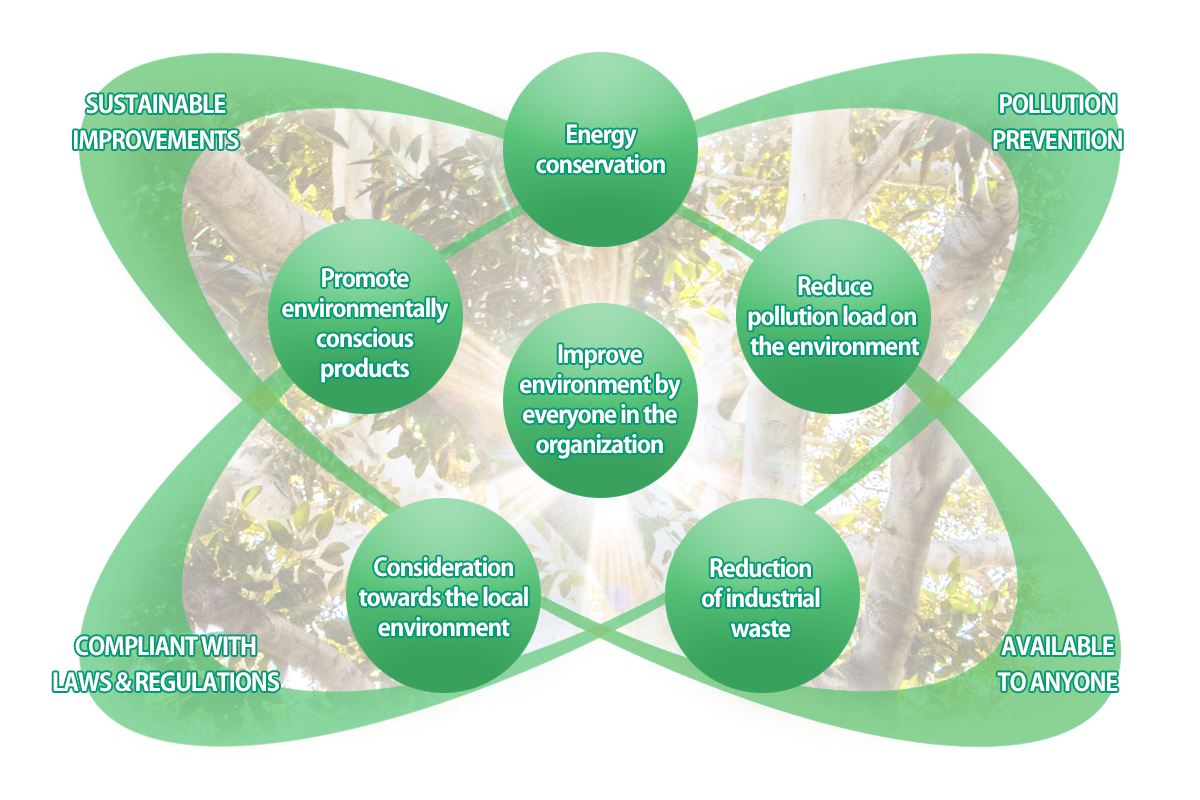
Environmental and Regulatory Considerations
Environmental sustainability and regulatory compliance are increasingly shaping the aluminium sulphate industry landscape. With growing awareness of environmental issues and stringent regulations governing water quality and pollution control, manufacturers are under pressure to adopt eco-friendly practices and develop products that meet regulatory standards.
Ambica Chemicals prioritises environmental responsibility in its manufacturing processes, adhering to strict environmental regulations and implementing sustainable practices to minimise its ecological footprint. The company’s commitment to green chemistry and resource efficiency underscores its dedication to environmental stewardship and corporate social responsibility
Furthermore, Ambica Chemicals actively engages with regulatory authorities, industry associations, and stakeholders to stay abreast of regulatory developments and ensure compliance with evolving standards. By proactively addressing environmental and regulatory considerations, the company enhances its competitiveness and strengthens its reputation as a responsible industry leader
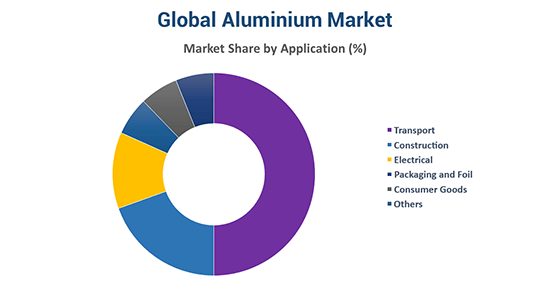
Global Market Expansion and Diversification
The aluminium sulphate industry is witnessing a shift towards global market expansion and diversification, driven by increasing demand from emerging economies and growing awareness of water treatment and environmental sustainability issues worldwide. To accommodate a wide range of consumer demands and tastes, manufacturers are branching out into new geographic areas and diversifying their product offerings.
Ambica Chemicals is strategically positioned to capitalise on this trend, with a strong presence in key regional markets and a diversified product portfolio spanning various applications. The company’s global reach, coupled with its reputation for quality and reliability, enables it to seize opportunities in emerging markets and penetrate new industry segments effectively
Moreover, Ambica Chemicals’ focus on customer-centricity and collaborative partnerships further strengthens its market position and fosters long-term growth and expansion opportunities. By forging strategic alliances with customers, suppliers, and distributors, the company enhances its market reach and unlocks new avenues for business development and innovation
Conclusion
In conclusion, the future of the aluminium sulphate industry is characterised by evolving market dynamics, technological innovations, and sustainability imperatives. Ambica Chemicals, with its commitment to excellence, innovation, and environmental responsibility, is well-positioned to navigate these challenges and capitalise on emerging opportunities. As the industry continues to evolve, Ambica Chemicals’ role as a leading manufacturer and provider of aluminium sulphate solutions will remain integral to driving growth, sustainability, and innovation within the sector

